
總結一下D-SUB(VGA)接插件常見問題及解決方案
采購D-SUB(VGA)接插件,請撥打我們的免費電話:400-6263-698,質量好,交期快,值得信賴。仁昊偉業科技是專業D-SUB接插件生產廠商,我們始終秉持著為客戶提供更好更優質的產品理念而努力。下面仁昊工程師針對我們生產制造過程中長期以來遇到的問題點,以及針對問題所做出的改善方案為大家做一個簡單的分享。
既然是要談D-SUB接插件,我們有必要先對其定義和應用做一個交代。D-SUB是D-subminiature的簡稱,是一種接口形狀、結構的標準。同時,D-SUB又包含若干子類,比如DB25,第一個字母D表示屬于D-SUB,第二個字母B是描述接口的大小—和后面的數字(針數)對應(A=15針,B=25針,C=37針,D=50針,E=9針)。每種接口又分公頭(plug)和母頭(socket)。談到此處,不知道你有沒有發現一個問題。由于計算機的普及,最常用的DE 9產品,在長期被誤讀的情況下,已然被“改名”DB 9了。D-SUB只是描述連接結構,本身并沒有定義整個接口或所有針腳的作用。
其次,D-SUB產品的應用。最常見的是個人電腦上VGA并口(DB25母頭)、COM串口(DE9公頭)和顯卡與顯示器之間的橋梁,負責向顯示器輸出相應圖像信號的(DB15)等等。D-SUB車針接插件、D-SUB大電流接插件、D-SUB混裝接插件、D-SUB防水接插件、D-SUB同軸射頻接插件等廣范應用于運算、視頻和通信領域。同時,工防、醫療、儀器和當下發展勢頭迅速的平衡車、滑板車等消費產品中,也用到此類接插件。
接下來我們再看看常用D-SUB產品的分類(如下);
一、按端子型態
1.沖壓端子接插件


1.焊線類

下面我們一起來了解一下D-SUB接插件常見的問題點及改善方案。
通常所說的產品問題點是指外觀問題、尺寸問題以及功能問題三大類:總體來說,外觀問題和尺寸問題,在不影響產品使用(功能)的情況下,客戶也是默認允許3‰比例的存在(最終還是得看客戶的要求)。所以,輕微的問題點就不一一舉例說明了,重點講解一下對產品性能有影響或存在隱患的問題點。按8-D分析法,所有的問題點追根溯源后,基本都屬于零部件(材料)、人為、工藝缺限以及部分工藝限制造成的。那么,接下來我們直接按產品零部件分類講解一下;
材料問題:
1. 端子;氧化、變形、電鍍不良(如露銅和鹽霧NG),后工序(自動機組裝或折彎)造成損傷等外觀問題。母端子剖槽口(沖壓端子也稱喇叭口)、焊杯口、卡點等尺寸問題。因外觀和尺寸,影響到產品使用的情況(功能問題)。
示例;PIN腳、PIN針氧化造成產品上錫不良。
改善建議;①.(沖壓類)PIN腳結構即然無法避免,則可以依靠縮短使用周期來改善。比如,鍍錫/可焊鎳的產品,正常保質期為12個月。那么,客戶下訂單時,可以與客戶確認一下大概的使用日期。盡量讓產品在生產后的3個月內使用,產品經過焊錫后。切PIN點已被封閉,異常自然也就不會發生了。②.PIN針中間氧化,原因在結構,改善自然也就在結構。如下圖中,將包圓結構改成“U”型槽結構,產品鍍層均勻且不會有風/烘干問題存在,自然就解決了。

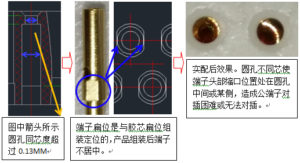
如果成本允許或者客戶對產品的外觀性能要求高,建議選擇 車針D-SUB產品 。散PIN端子+滾鍍工藝,基本不存在氧化問題。PIN針為實芯結構,可以確保PIN針沾/焊錫位置的鍍層完好。最后,鍍金產品恒溫恒濕情況下,保質期正常可達到3-5年。電氣、機械性能也較沖壓結構的產品要好很多。
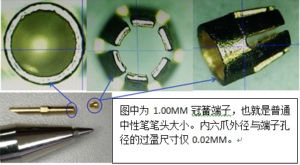
圖中為1.00MM冠簧端子,也就是普通中性筆筆頭大小。內六爪外徑與端子孔徑的過盈尺寸僅0.02MM。
而且,車削公端子更不存在子彈頭(對插位置)包圓、開口不良。當然,并不是說車削類產品就完全沒有問題。比如,母端子的剖槽口(喇叭口)問題點,和沖PIN一樣存在。沖針易錯位,車針不會錯位,但是對稱度尺寸易跑偏。通常1.00MM系列需要嚴格管控在0.05MM公差范圍內,0.76MM系列則需要管控有0.03MM以內。才可以盡可能減少發生實配困難、無法對插以及產品壽命無法達到的現象。
為了從根本上解決對插和壽命的問題,我們致力于研究工防標準的冠簧結構(如右圖)。另外,我個人認為冠簧結構的產品,最大的改進點應該是瞬間斷電上面的進步,特別適用于需要在運動或震動狀態下使用的產品連接。當然,在冠簧產品的生產過程中,我們也有過失誤,為此付出了相當大的代價。幸運的是我們的團隊沒有放棄,遇到的難題一個一個被功克。最終實現了性能良好、壽命可達到10000次以上的產品。
對于外殼的問題點,只需要簡單概括一下就好,除了外被損傷會導致組裝成品后的鹽霧測試不達標。其他外觀、尺寸都是按協會標準生產,基本上不會影響到產品的使用功能。
3. 膠芯的最常見不良,主要表現在縮水、破裂、偏芯(即圓孔同芯度)和色差等。
①.膠芯縮水、破裂,影響的因素很多,包括材料(添加水口料)、成型溫度、成型時間以及是否在常溫下冷卻等等。(補充說明;常說的水口料通常包括水口、制程中之不良品、調機品、調試機器時的料頭;)
管控建議;機臺穩定性和人員的正常流動,是發生異常的最主要因素。所以,必須將成型的相關參數以文件(SOP)形式定議,人員培訓考核后方能進行操作,同時要有人監督執行情況(如:IPQC)。另外,就是膠芯材質的選用必須考慮以下因素;客戶使用的焊接溫度、焊接時間,材料的耐溫、防火級別等等。目前D-SUB接插件基本都是用PBT材質,部分客戶要求操作溫度較高的,也會選用LCP材質。改善問題點最為重要的是水口料的添加。首先,添加的比例一定要≦25%,超過此比例或者水口料反復使用(正常情況,二次水口是不允許被使用的),是造成膠芯嚴重縮水和易破裂最直接的原因。客戶對接插件性能要求高的最好采用原料生產,拒絕添加水口。同時,制程中的不良品、調機品,是不包括已組裝過端子和外殼的拆解物料。通過長時間對異常問題的統計分析發現,大部分接插件的耐電壓測試NG、成品短路不良等,都是因膠芯內含有金屬雜質造成的。
②.偏芯;對于沖壓型接插件和車削剖槽結構的產品來說,膠芯偏芯管控在0.15MM以內,對組裝和產品的使用性能造成的隱患并不太明顯,基本可以忽略不計。但是,冠簧結構產品,所使用的膠芯同芯度尺寸需要在0.05MM以內(還需要評估主體的內孔與端子外徑的過盈公差)。以下案例就是因同芯度問題,造成直接損失超過10萬。
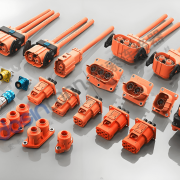
實配后效果。圓孔不同芯使端子頭部縮口位置處在圓孔中間或某側,造成公端子對插困難或無法對插。
端子扁位是與膠芯扁位組裝定位的,產品組裝后端子不居中。
圖中箭頭所示圓孔同芯度超過0.13MM
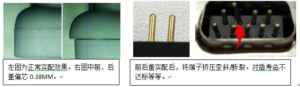
示例2:膠芯前后蓋不同芯,導致端子歪斜。除了會造成示例1中的異常問題以外,還會導致沖PIN公端擠壓斷裂、壽命不達標等問題。
左圖為正常實配效果。右圖中前、后蓋偏芯0.38MM。
前后蓋實配后,將端子擠壓歪斜/斷裂。對插壽命不達標等等。
①. 螺絲、螺母和魚叉最常見問題點有螺紋不規則、攻牙尺寸不到位、翻鉚位置偏芯以及電鍍后鉚壓脫皮(百格測試NG)、開裂等。
管控重點與其他零部件無異,生產參數文件化記錄并培訓。所使用的模、治具嚴格按使用壽命監管到位。檢驗治具(如通止規標準件)定期校驗,按定議的AQL執行檢驗。問題點還是在可控范圍內的。致于鉚壓脫皮、開裂,一般因鍍層過厚所致。按客戶的鹽霧標準設定鍍層厚度,正常控制在鎳不超過180 U”或都底層+表層不要超過280 U”。可控制異常的發生。
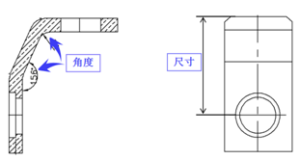
②.帶支架的接插件,多數為板端(前面所說的彎插板類型)使用。對整個產品來說,是起到一個輔助固定作用的。所以,外觀和尺寸要求并不嚴格,塑膠類型最常見的僅成型批鋒一項。鐵、銅支架需要特別注意成型的角度,和匹配產品PCB板孔位的間距尺寸(如右圖),此兩點影響著接插件與PCB板的貼合效果。
此次,主要介紹了1.00MM和高密度0.76MM系列的內容。關于車針D-SUB大電流、D-SUB混裝、D-SUB射頻和D-SUB防水等系列產品(附樣圖),如果有興趣了解或者有任何建議,歡迎聯系我們,我們一起成長。










發表評論
想加入討論嗎?免費貢獻!